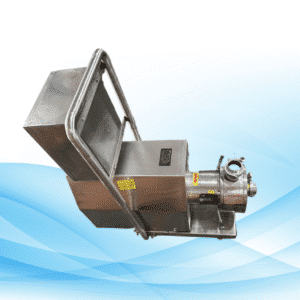
Nos processos industriais modernos, as bombas de lóbulos rotativos são de extrema importância, e Bombas de lóbulos Alfa Laval é um dos pioneiros nesta tecnologia. Estas bombas funcionam com uma precisão excecional, fiabilidade e versatilidade em diversas aplicações. Se quiser compreender o complicado domínio das bombas de lóbulos para poder tomar decisões que beneficiem as suas operações, este guia fornecer-lhe-á todas as informações sobre as bombas de lóbulos Alfa Laval, incluindo as caraterísticas da aplicação no mundo real. As indústrias alimentar, farmacêutica e biotecnológica irão considerar estas bombas úteis porque a otimização destes processos é possível através da compreensão destas bombas. Inclui:
- Melhorias de desempenho com caraterísticas de design
- Manuseamento de produtos e benefícios em termos de eficiência energética
- Vários estudos de casos de aplicações industriais
- Linha de produtos 2025 Caraterísticas tecnológicas
Principais conclusões:
- Estas bombas de deslocamento positivo são perfeitamente adequadas para o processamento suave de meios de alta viscosidade devido às suas excepcionais capacidades de tratamento de produtos e manuseamento delicado.
- As bombas têm uma construção à prova de contaminação, com componentes higiénicos de manuseamento de fluidos que cumprem os mais elevados requisitos de conceção higiénica para as indústrias alimentar e farmacêutica.
- As caraterísticas adicionais incluem veios de alta eficiência, rotores precisos e caixas de engrenagens em aço inoxidável, que têm necessidades de manutenção mais reduzidas devido ao seu design robusto e às necessidades de manutenção reduzidas.
- A série OptiLobe proporciona flexibilidade de processo e simplicidade económica através da construção modular e do design universal da caixa de velocidades.
- Actividades CIP eficientes, limpeza do pacote Q-doc da Alfa Laval e rastreabilidade do material, e limpeza suprema são os principais benefícios.
O que são bombas de lóbulos rotativos?

Como um tipo de bomba de deslocamento positivoUma bomba de lóbulo rotativo é incomparável no manuseamento preciso de fluidos delicados e de elevada viscosidade. O mecanismo de lóbulo único destas bombas consiste em dois ou mais rotores que rodam em direcções opostas numa caixa de bomba. Este design forma um vácuo que permite que os fluidos sejam transportados através do sistema.
Funcionamento
As principais capacidades da bomba baseiam-se num conjunto de rotores que rodam em sentido contrário. Estes rotores, normalmente formados por 2-3 lóbulos, juntam-se e giram num corpo de bombagem. Isto resulta na formação de um espaço vazio entre as superfícies do rotor e do corpo. Como resultado, isto leva a uma pressão mais baixa que faz com que um fluido seja sugado e movido em direção à bomba. A bomba desloca então o fluido para a porta de saída.
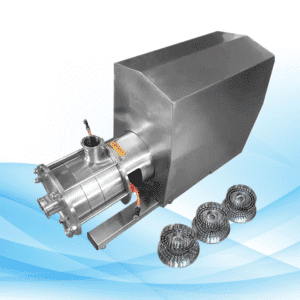
Componentes principais
Os elementos essenciais de uma bomba de lóbulos rotativos incluem:
- Rotores com engenharia de precisão.
- Um invólucro da bomba que é resistente.
- Um conjunto de caixa de velocidades robusto.
- Selos mecânicos de carregamento frontal.
- Sincronização dos rotores através de engrenagens de sincronização.
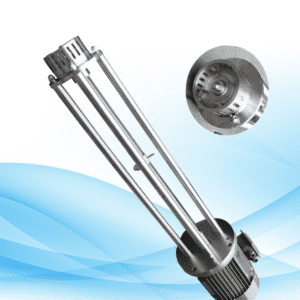
Caraterísticas de design
As bombas de lóbulos rotativos incluem várias caraterísticas inovadoras dos dias de hoje:
- Rodar o rotor sem que este entre em contacto.
- Possuir um mecanismo que esvazie automaticamente a cabeça da bomba.
- Geometria optimizada do rotor.
- Melhoria dos acabamentos de superfície.
- Uma caixa de rolamentos que é selada.
Estas caraterísticas de conceção funcionam para preservar a eficiência do funcionamento em questão, mantendo simultaneamente a integridade do produto, a facilidade de manutenção e permitindo uma assistência sem esforço. A conceção que evita o rotor de contacto permite interações metal-metal do rotor, minimizando a fricção, o que prolonga a vida útil da bomba.
Caraterísticas de desempenho
As bombas de lóbulos rotativos são capazes de fornecer uma gama consistente de caudais com pulsações mínimas, o que lhes permite serem utilizadas em aplicações sensíveis ao lóbulo. Podem suportar:
- Obtenção de caudais superiores a 115 m³/h.
- Pressões radiais até 20 bar.
- Uma temperatura de funcionamento até 200°C.
- Gamas baixas e viscosidades elevadas.
Principais conclusões: Estas bombas de lóbulo rotativo são dispositivos complexos de deslocamento positivo concebidos para permitir a manipulação delicada de produtos e gerir o fluxo com precisão. Isso é possível devido ao design avançado que permite que os rotores sejam sincronizados junto com a transferência confiável e eficiente de fluido em várias aplicações, conforme mencionado acima.
Caraterísticas notáveis das bombas de lóbulos Alfa Laval
Caraterísticas de design de vanguarda
As capacidades de engenharia das bombas de lóbulos Alfa Lavel são demonstradas pelos seus rotores meticulosamente concebidos, juntamente com a robusta caixa de engrenagens do rotor, que são fabricados em aço inoxidável 316L, também presente nas secções húmidas das bombas. Isto garante a resistência à corrosão, bem como a durabilidade. O manuseamento eficiente de fluidos reduz os danos nos produtos devido ao design distinto do rotor, que é fornecido nos tipos bi-lobular e tri-lobular.
Uma melhoria da capacidade de auto-limpeza prolonga a vida útil, melhora a capacidade de limpeza e a manutenção da bomba. Estas caraterísticas são possíveis graças à tecnologia de autorregulação integrada nos selos mecânicos de carregamento frontal. Além disso, a porca do rotor de baixo perfil no design melhora a higiene, enquanto o sistema de vedação da tampa frontal de compressão proporciona uma vedação óptima.
Limites operacionais
Não se deixe enganar pela vasta gama de aplicações diferentes; estas bombas funcionam de forma espetacular em todas elas. A flexibilidade operacional das bombas aumenta porque os caudais atingem até 106 m³/h e as pressões diferenciais até 20 bar. Podem também suportar temperaturas de 200°C, alargando a gama de requisitos de processamento.
As caraterísticas avançadas de engenharia, que consistem num sistema de rolamentos de alta resistência com rolamentos de rolos cónicos com uma vida útil mínima de 20.000 horas, oferecem uma retenção estável do veio e um funcionamento fiável. Enquanto a ação de bombagem eficiente é fornecida por rotores contra-rotativos acionados por uma transmissão e o fluxo consistente que reduz a pulsação cria ainda mais emissões ecológicas.
Desde óleos finos e perfumados a substâncias xaroposas, as bombas lidam de forma competente com produtos de diferentes viscosidades. As bombas suaves para alimentos e medicamentos, especificadas para o produto, também são adequadas para aplicação em biotecnologia, uma vez que a integridade do produto também é preservada.
A inovação está incluída no ângulo de queda que é de três graus e melhora a limpeza, permitindo o polimento sem retenção de produto e melhorando a limpeza sem restos. Além disso, outras configurações de montagem que não utilizam estas outras caraterísticas de aquecimento e arrefecimento aumentam a flexibilidade do ponteiro para as especificações de processo indicadas.
Principais conclusões: As bombas de lóbulos, como são chamadas pela Afa Laval, incorporaram elementos avançados de design de construção, como o aço usado e a vedação de alta eficiência, juntamente com a adaptabilidade operacional para a confiabilidade do processo.
Parâmetros de funcionamento
Pressão e caudal
A bomba de lóbulos Afa Lavals não fica atrás na versatilidade, tendo demonstrado parâmetros operacionais como o caudal de 115m³/h e a manutenção de uma pressão diferencial de 20 bar. Além disso, a consistência do desempenho está centrada na manutenção do rendimento em diferentes condições de trabalho.
Gestão térmica
Em comparação com outras bombas industriais, as bombas do produto têm um melhor desempenho na gestão da temperatura, variando de -10° C abaixo de zero até 200° C. A versatilidade circunscrita adaptável permite a utilização de fluidos criogénicos alimentados, bem como de alta temperatura para uma vasta gama de aplicações.
Gama de viscosidade
Estas bombas gerem eficazmente produtos com viscosidades de 1 cP até 100.000 cP. A sua ação de bombagem suave é suficientemente suave para manter a integridade do produto, tornando-as adequadas para materiais sensíveis, bem como para aplicações sensíveis ao cisalhamento.
Eficiência operacional
A elevada eficiência operacional das bombas de lóbulos Alfa Laval é conseguida através da aplicação de componentes fabricados com precisão e da geometria optimizada da cabeça da bomba. O design do rotor multi-lóbulo aumenta a suavidade do fluxo do produto, reduz a pulsação e, portanto, minimiza o consumo de energia, melhora a estabilidade do processo e melhora o bombeamento de alimentação por cisalhamento.
Intervalos de manutenção
Os intervalos de manutenção são consideravelmente alargados devido à construção robusta com veios resistentes e rolamentos de rolos cónicos. Os custos operacionais e os tempos de paragem são minimizados, enquanto o desempenho fenomenal é mantido de forma consistente, porque o sistema de rolamentos L10 sustenta uma vida útil mínima de 20.000 horas.
Caraterísticas de limpeza
A drenagem completa é possível graças às caraterísticas avançadas de limpeza, como a vedação da tampa frontal por compressão definida, as vedações de carregamento frontal e o ângulo de queda de 3º. As normas de higiene são sempre respeitadas porque os elementos de conceção garantem uma limpeza completa e a redução da retenção de produtos.
Principais conclusões: As caraterísticas aprimoradas do projeto de proteção integrada do produto permitem que as bombas de lóbulo Alfa Laval ofereçam um desempenho inigualável, fornecendo vazões de até 115m³/h, pressões de 20 bar e temperaturas de 200°C, mantendo a eficiência operacional e a integridade do produto.
Normas e certificações higiénicas
As bombas de lóbulos Alfa Laval são meticulosamente concebidas para cumprir requisitos higiénicos de alto nível, mantendo a segurança em várias indústrias através de várias certificações. Estas certificações demonstram um design cuidadoso, construção e desempenho efetivo para aplicações críticas.
Conformidade com a FDA
As bombas estão em conformidade com as diretrizes da Food and Drug Administration (FDA) relativas a materiais destinados a entrar em contacto com alimentos. As partes húmidas, como o aço inoxidável 316L e os elastómeros USP Classe VI, são aprovadas pela FDA, tornando as bombas adequadas para o processamento alimentar e farmacêutico.
Certificação EHEDG
A certificação do European Hygienic Engineering & Design Group (EHEDG) confirma estes critérios de conceção higiénica das bombas, que incluem, entre outros: suavidade do acabamento da superfície, auto-drenagem e geometria lavável que proíbe o crescimento bacteriano e a contaminação.
3-A Normas sanitárias
Com a conformidade com as normas sanitárias 3-A, as bombas podem agora facilitar os processos nas indústrias de lacticínios e alimentar. Esta certificação garante que a deslocação do produto não é comprometida por bombas com vedantes de carregamento frontal e tampas frontais definidas por compressão.
Conformidade com a ATEX
As bombas de lóbulos Alfa Laval possuem certificação ATEX para utilização em ambientes potencialmente explosivos. Certos modelos concebidos para as zonas 1 e 2 garantem a segurança em regiões perigosas.
Rastreabilidade dos materiais
Cada bomba é fornecida com uma extensa documentação de materiais que inclui a certificação 3.1 de componentes críticos. Este nível de rastreabilidade garante que todos os materiais cumprem de facto os requisitos definidos e ajuda na manutenção da conformidade com outras leis aplicáveis.
Principais conclusões: Cada dólar investido nessas bombas é protegido, pois as bombas de lóbulo da Alfa Laval atendem a requisitos muito sérios estabelecidos pela FDA, EHEDG, 3-A e ATEX, o que garante que os riscos residuais em alimentos, produtos farmacêuticos e áreas de trabalho perigosas sejam eliminados sem comprometer a adesão à regulamentação.
Gama de aplicações
As bombas de lóbulos Alfa Laval são versáteis. O seu desempenho fiável em diferentes aplicações e indústrias demonstra a sua adaptabilidade. Conhecidas pela sua construção robusta, são capazes de suportar uma vasta gama de fluidos e condições de funcionamento.
Indústria alimentar e de bebidas
Estas bombas são inestimáveis nos processos de fabrico de alimentos. Desde produtos lácteos a bebidas, estas bombas são capazes de manusear uma grande variedade de produtos. Estas bombas foram concebidas para a transferência de materiais sensíveis, como iogurte, natas e concentrados de fruta, sem danificar o produto. A ação de bombagem suave e o caudal consistente ajudam a manter a integridade do produto.
Farmacêutica e Biotecnologia
Durante o fabrico de produtos farmacêuticos, é necessária a máxima precisão e um elevado nível de higiene para determinados processos críticos. Estas bombas são adequadas se for necessário transferir vacinas, produtos sanguíneos e culturas de células. Para tal utilização, a conformidade com as normas EHEDG, FDA e USP Classe VI torna as bombas ideais para ambientes de processamento estéreis.
Cuidados pessoais e cosméticos
Estas bombas são essenciais na indústria cosmética para o processamento de loções, cremes e outros produtos espessos. São versáteis nos processos de fabrico de cosméticos devido ao seu design sofisticado que assegura o manuseamento de materiais sensíveis ao cisalhamento, mantendo a consistência do produto. A conceção completa das bombas permite um manuseamento suave dos produtos sem comprometer a qualidade do produto final.
Processamento químico
Estas bombas são as melhores para aplicações de processamento químico devido à sua capacidade de lidar com amplas gamas de viscosidades e temperaturas. São mais adequadas para materiais corrosivos devido à construção robusta em aço inoxidável das bombas e às opções de vedação especializadas.
Aplicações industriais
Em ambientes industriais, estas bombas fazem tudo, desde o tratamento de resíduos até ao manuseamento de polímeros. A sua capacidade de trabalhar com fluidos altamente viscosos permite uma grande eficiência em processos industriais exigentes. Estas bombas duradouras são fiáveis, mesmo em ambientes operacionais exigentes.
Principais conclusões: As bombas de lóbulos Alfa Laval são aplicáveis em todas as indústrias de processamento de alimentos e manuseio de produtos químicos, mostrando sua versatilidade desde o manuseio suave do produto até a conformidade com vários padrões da indústria.
Manutenção e limpeza
Procedimentos de manutenção regulares
Para obter um desempenho ótimo e uma vida útil mais longa, é necessária uma manutenção sistemática nas bombas de lóbulos Alfa Laval. O vedante na parte da frente foi concebido de modo a poder ser inspeccionado e as substituições podem ser feitas facilmente, sem desmontar a bomba. A verificação regular dos rolamentos, vedantes e rotores lubrificados ajuda a reduzir os tempos de paragem não programados.
Protocolos de limpeza
As bombas têm uma construção higiénica e um ângulo único de 3° que lhes permite serem completamente drenadas durante os duches de limpeza. Além disso, são limpas no local (CIP) e esterilizadas no local (SIP), o que permite uma limpeza completa sem qualquer desmontagem. A ausência de componentes internos de contacto na cabeça da bomba facilita a limpeza.
Dicas de manutenção preventiva
- Siga o desempenho dos vedantes e verifique se existem fugas.
- Manter as verificações programadas do rotor.
- Verificar os rolamentos a cada 2000 horas.
- Verificar mensalmente os níveis de óleo da caixa de velocidades.
- Manter registos de todos os documentos de conformidade.
Resolução de problemas comuns
Devido ao facto de a construção tornar a caixa de velocidades robusta, isto reduz a manutenção necessária. Os operadores precisam de prestar atenção a ruídos não caraterísticos, vibrações e desgaste dos vedantes. A substituição dos rotores é simples devido ao sistema de calços pré-definidos.
Documentação de serviço
A documentação de manutenção, incluindo os manuais de serviço e os manuais técnicos, é mantida a um nível que permite que os procedimentos de manutenção sejam efectuados de forma eficiente. O pacote Q-doc assegura que a qualificação e a validação do trabalho de manutenção são efectuadas de acordo com as Boas Práticas de Documentação GDP.
Principais conclusões: As bombas de lóbulos Alfa Laval podem ser facilmente reparadas e mantidas graças aos vedantes que podem ser substituídos pela frente, às caraterísticas de drenagem completas e à ampla documentação que ajuda a otimizar o funcionamento e a aumentar a vida útil da bomba.
Relação custo-eficácia e proposta de valor
Benefícios económicos
As bombas de lóbulos Alfa Laval possuem grandes vantagens em termos de custos devido à sua conceção e construção. Os componentes robustos da bomba, especialmente os veios resistentes e as chumaceiras de rolos cónicos, reduzem significativamente a manutenção e, a longo prazo, os custos operacionais.
Poupanças operacionais
O custo reduzido da eletricidade traduz-se diretamente no funcionamento energeticamente eficiente da bomba. Também se obtêm poupanças substanciais em equipamento auxiliar graças à auto-ferragem e à capacidade de lidar com diferentes níveis de viscosidade.
Otimização da manutenção
O ajuste de fábrica do calço e a substituição do vedante a partir da frente conduzem a grandes reduções no tempo e custo de manutenção. O inventário é simplificado com peças intercambiáveis entre modelos, enquanto os componentes padronizados permitem reparos rápidos sem a necessidade de ferramentas especiais.
Retorno do investimento
As bombas de lóbulos Alfa Laval oferecem um valor de retorno do investimento louvável, uma vez que a perda financeira devida à compra da bomba é anulada pela redução das despesas incorridas devido à manutenção e aos atrasos na manutenção, bem como pelo aumento da vida útil. Além disso, a natureza diversificada das bombas reduz significativamente a necessidade de adquirir outras bombas especializadas.
Benefícios da garantia de qualidade
Políticas mais rigorosas de garantia da qualidade permitirão melhores processos de construção e a redução das perdas de produtos e dos riscos de contaminação. A adoção de políticas mais rigorosas ajudará a evitar a recolha de produtos dispendiosos e a manter a integridade da produção, o que conduzirá a uma maior poupança de custos.
Conclusão principal: O aumento das despesas de manutenção, a utilização de energia e a diminuição da eficiência operacional traduzem-se num potencial não utilizado e em despesas com infra-estruturas industriais. Para fins industriais de longo prazo, usar bombas akorn dobe é o valor global ideal.
Disponibilidade e suporte globais
Rede de distribuição mundial
A Alfa Laval estabeleceu uma parceria com distribuidores altamente reconhecidos que permite o acesso não limitado à Europa, aumentando o alcance do produto para bombas de lóbulos. Entre os seus muitos distribuidores, os clientes podem usufruir de um transporte fácil e acesso de compra para necessidades rápidas de subconjuntos.
Serviços de apoio técnico
Uma equipa completa de especialistas técnicos fornece toda a assistência necessária com orientações de instalação, resolução de problemas e manutenção. Quer seja por telefone, correio eletrónico ou no local, a ajuda não está fora do alcance da Tougher.
Disponibilidade de peças sobressalentes
Os armazéns da Alfa Laval estão situados a nível regional e são abastecidos com peças sobresselentes e componentes necessários à empresa. Isto assegura que há pouca interrupção do trabalho durante a manutenção ou reparação, com a maioria das peças à mão para serem utilizadas no mesmo dia ou no dia seguinte.
Formação e documentação
A documentação do produto, como os procedimentos de instalação, os passos de manutenção e as descrições técnicas, está disponível em várias línguas. Além disso, os membros da equipa recebem formação periódica para garantir que a bomba atinge a sua funcionalidade ideal.
Serviço pós-venda
A existência de centros de assistência locais facilita a resposta rápida dos técnicos certificados aos serviços de manutenção e reparação. Estes centros também executam programas de manutenção e trabalhos de reparação não planeados para garantir que a bomba está sempre em utilização durante o máximo de tempo possível.
Principais conclusões: Através de uma rede de pontos de distribuição e centros de serviço, peças sobresselentes e apoio técnico, e dos técnicos de serviço disponíveis localmente, a Alfa Laval é capaz de proporcionar um funcionamento ininterrupto das bombas, apoiando-as de forma abrangente em qualquer parte do mundo.
Conclusão
As bombas de lóbulos Alfa Laval são conhecidas pelas suas modernas tecnologias de bombas de alta qualidade. Proporcionam o melhor desempenho e fiabilidade em várias aplicações industriais. Desde as suas caraterísticas de design inovadoras à construção robusta e capacidades versáteis, estas bombas continuam a definir os padrões da indústria para o manuseamento higiénico de fluidos e eficiência operacional.
Desde a indústria alimentar, que requer o tratamento do produto, até à indústria farmacêutica, que necessita de um design à prova de contaminação, as bombas de lóbulos da Alfa Laval oferecem resultados excepcionais. Os rotores de alta precisão, a tecnologia de bomba PD e a rigorosa conformidade com a estrutura higiénica são agora um recurso adicional para qualquer instalação.
Quer melhorar os seus processos de manuseamento de fluidos? Contacte um especialista da Alfa Laval e descubra como as bombas de lóbulos podem aumentar a sua eficiência operacional. A bomba de lóbulos industrial correta garante um excelente produto, baixos custos de manutenção e uma maior eficiência do processo para os requisitos específicos do cliente.
FAQs
Qual é o programa de manutenção típico para as bombas de lóbulos Alfa Laval?
As bombas de lóbulos Alfa Laval têm uma manutenção necessária de 3 a 6 meses. Isto inclui a inspeção do vedante, a verificação da lubrificação e a verificação da folga do rotor. A estrutura modular projectada e a construção robusta ajudam as ferramentas rotativas de manutenção sem perda de tempo ou queda de desempenho durante a vida útil da bomba.
De que forma é que as bombas de lóbulos Alfa Laval gerem as alterações de temperatura no processamento?
Estas bombas são capazes de funcionar numa vasta gama de temperaturas de -10°C a 100°C, permitindo inúmeras aplicações de processo. A sua construção em aço inoxidável, combinada com a conceção de vedantes mecânicos, garante a integridade do produto e uma execução sem destruição ao longo de processos com temperaturas variáveis.
As bombas de lóbulos da Alfa Laval podem ser adaptadas para satisfazer exigências específicas da indústria?
Claro que podem. Devido a uma estrutura modular e a diferentes módulos de caixa de engrenagens, as bombas lobulares da Alfa Laval passam por extensas adaptações de personalização. Diferentes materiais, vedantes e configurações de rotor podem ser adicionados à bomba, dependendo da procura e da indústria a que se destina.
Qual é o fator distintivo das bombas lobulares da Alfa Laval em comparação com outras bombas de deslocamento positivo?
Estas bombas distinguem-se por um tratamento cuidadoso do produto, por uma conceção isenta de contaminação e por rotores fabricados com uma precisão excecional. O sistema de transferência de produtos sem contaminação para aumentar o poder de limpeza em utilização garante estas caraterísticas. A geometria descrita da cabeça da bomba com rotores multi-lóbulos resulta na supressão da pulsação do produto e noutro manuseamento eficiente do produto.
Como é que as bombas de tipo lóbulo da Alfa Laval cumprem as normas farmacêuticas?
As bombas de tipo lóbulo da Alfa Laval garantem o cumprimento dos requisitos de higiene da administração de medicamentos, uma vez que cumprem os requisitos mais rigorosos, para além de proporcionarem uma rastreabilidade completa do material com o pacote Q-doc. Garante sistemas de transferência sem vedação, capazes de conter o conteúdo à prova de fugas, permitindo trabalhar com vários fluidos e materiais, assegurando assim o cumprimento dos requisitos estabelecidos pela administração.
Qual é a esperança média de vida de uma bomba de lóbulos Alfa Laval?
As bombas de lóbulos Alfa Laval tendem a operar em boas condições por 10-15 anos quando cuidados e manutenção adequados são realizados. O desempenho duradouro e fiável em aplicações exigentes deve-se à construção do veio, ao design resistente e aos componentes de contacto com o produto que requerem pouca manutenção.