Searching for a dependable and adaptable pumping solution for your industry uses? The Boerger Rotary Lobe Pump answers any fluid handling problem you may have. With innovative pumps in 25 sizes, Boerger Rotary Lobe Pumps have a range of 1 up to 6840 usgpm, making them fit for almost every single industrial requirement. These self-priming pumps outperform in both low and high viscosity fluid applications due to their unique synchronized rotor pair action. Boerger pumps are unique due to their MIP® (Maintenance In Place) system which facilitates fast replacement of wear parts without removing pipes or drive systems. This feature helps to minimize maintenance costs and especially uptime. These pumps conform to strict industry standards such as ATEX, API, food-grade certification, and many more, ranging from food processing to petrochemical applications. Join us as we discuss how Boerger’s rotary lobe pumps can enhance your industrial processes with their advanced technology and unwavering performance.
Important Points:
- Provides exceptional flexibility for industrial needs with a range of 25 pump sizes, accommodating flow rates from 1 to 6,400 usgpm.
- Allows for the rapid replacement of wear components without disassembling the unit with the patented MIP® (Maintenance in Place) system.
- Efficient self-priming with rotor pair synchronizing and rotating ensures smooth movement of both high and low viscosity fluids.
- Adheres to many standards including ATEX, American Petroleum Institute, and food grade certifications.
- Self-priming with a set of rotors synchronizing and rotating, offers smooth movement of fluids, regardless of viscosity.
Comprehending the Technology Behind Rotary Lobe Pumps
As with other types of pumps, rotary lobe pumps are rotary displacement pumps as they have rotating parts to transfer or displace fluids. Fluid handling technology has advanced with the integration of lobe rotate synchronously and the use of advanced control systems to ensure positive displacement and an accurate flow rate. These elements act to provide stable flow.
Basic Operation
The primary operating principle is based on the rotation of two lobes in opposite directions which creates vacuum space on one side of a pump. With the help of lobes, suction is applied for absorbing fluids on one side while peripheral flow pushes the liquid into the rotational port, resulting in a tangential joint flow during the unit’s functioning.
Synchronized Rotors With Precision Engraved Lobes
Spherical rotors with intricately lobed and contoured sync functionalities allow precise engraving.
Oil Filled Intermediate Chamber
Intermediate chamber modules filled with oil perform optimally on almost any measure of efficiency.
Advanced Seal Chamber Design
Carefully developed seal chamber designs provide ease of access while maintaining structural support to walls and adjacent components.
For Quench Fluid System Enhanced Operation
Quench fluid mechanisms improve performance of rotary lobe pumps with further refinements.
Durable Materials Give Robust Housing To The Pumps
Pumps require reliable housing which unfortunately is currently a challenge from any material which needs to be made from rigid and dependable substances.
Unique features of rotary lobe pumps make them thrive in multiple sectors.
Bidirectional flow capability allows for two-way fluid movement. The rotary lobe pumps offer great self-priming mechanisms, allowing for low and high viscosity material transfer.
These pumps have the following versatility standards in operation metrics:
- 1 and 6400 usgpm flow rates
- Up to 232 psi pressure
- Increased capacity for short dry running sessions
- Same level of functioning irrespective of rotational speeds and excellent suction lift capabilities
The rotary lobes have made great improvements in providing efficient and practical engineering solutions for fluid handling installations in the industry by ensuring minimal pulsation and smooth fluid transfer.
Thumping and contamination while operational remains minimized due to chamber construction slashing chamber drain holes and shaft sealing along index hubs.
Minimal contamination risk leads rotary pumps to take the leading edge for mechanical devices outperforming all alternatives.
💡 How To Achieve Eye Catching Goals Effortlessly:
Help further streamline and enhance construction for rotary lobe pumps.
Boerger Pump Series Overview
Each of the three series of pumps in the Boerger pump family specializes in meeting specific usage requirements while providing optimal operational versatility for a wide range of industrial applications.
BLUEline Nova Series
BLUEline Nova is the most basic offer from Boerger, designed to facilitate standard applications with dependable precision. It has a flow operating range of 1 to 1,500 usgpm and a pressure of 14.5 psi, allowing for the performance of elementary fluid transfer tasks. Its structural simplicity is highly beneficial for water treatment, food processing, and chemical manufacturing where moderate pressure needs are present.
BLUEline Legend Series
The Nova series was a good product on its own, but now the BLUEline Legend supplements it by offering more demanding features. This mid-range series supports a flow range of 2 to 4,000 usgpm, coupled with a maximum pressure rating of 116 psi. In addition to the already challenging tasks in biogas plants and oil refineries, pharmaceutical manufacturing is also susceptible to the advanced seal protection and enhanced wear resistance features the Legend series incorporated.
ONIXline Series
Boerger’s engineering crowning achievement is the ONIXline series, built for the most difficult industrial tasks. These arduous pumps control flow rates between 4 and 6,400 usgpm and take the pressure up to 232 psi. The ONIXline series is equipped with premium materials and advanced engineering, such as reinforced housing and proprietary sealing systems, designed for the mining, petrochemical, and heavy manufacturing industries that deal with abrasives and extreme operating conditions.
Every series incorporates Boerger’s unwavering commitment to quality and incorporates MIP® (Maintenance in Place), a system that allows for rapid maintenance without any significant outage. The pumps are adjustable for different rotor configurations and materials to suit application needs.
💡 Key Takeaway:
Boerger has three different pump series – BLUEline Nova, BLUEline Legend, and ONIXline – each tailored for specific operational requirements, from simple fluid transfer to heavy-duty industrial work.
Broader Product Lines
The innovative features of the Boerger rotary lobe pump provide unmatched versatility throughout the manufacturing industry, further solidifying its place as an unparalleled leader in pumping technology. Advanced engineering protects sustained performance and efficiency across a wide array of applications.
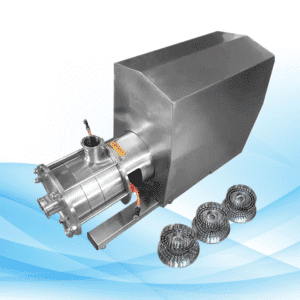
Synchronized Rotor Technology
These pumps have an efficiently synchronized pair of rotors which is their core feature. The design of these rotors enables the creation of a powerful vacuum, allowing fluid to be moved and pulled back as needed. The unique shape of the rotors maintains the pulsation at a minimum while ensuring consistent flow.
Advanced Seal Chamber Design
The large-volume seal chamber is a unique characteristic that features modern sealing technology. It effectively minimizes damage from dry running while significantly increasing the life of the seal. The configuration of the chamber allows for multiple sealing arrangements, thus accommodating the requirements of different applications.
Oil-Filled Intermediate Chamber
As for the pump, its oil-filled intermediate chamber is one of the most important protective components. This chamber protects the pump head from the gearbox, preventing contamination between the two while ensuring their smooth operation. Additionally, it enables early leak detection, improving the preventive maintenance of the system.
Quench Fluid System
The quench fluid system enhances the protection of the mechanical seals in a sophisticated way. It is beneficial for handling challenging media since it optimally maintains seal temperature and lubrication. It ensures that the seals will perform consistently even in demanding conditions because the fluid circulation is non-stop.
Customizable Material Options
The design of the pump enables the use of various materials including standard cast iron and more advanced alloys such as Hastelloy. This adaptability facilitates chemical compatibility with the given media and increases the lifespan of the components which are prone to corrosion.
💡 Key Takeaway:
Boerger rotary lobe pumps boast synchronous rotors, protective chambers, and custom material options, which greatly enhance reliability and performance across various industrial applications.
Industrial Versatility and Applications
Boerger rotary lobe pumps are an example of remarkable application across virtually all industrial areas because of ther dependability in tough situations. Their strong design along with their adaptable configurations makes it ideal for almost any processing need.
Chemical Processing
In the realm of chemical manufacturing, these pumps are unmatched in dealing with highly aggressive and viscous substances. The specialized material options such as Hastelloy® and duplex steel ensures compatibility and durability. Even with the most aggressive chemicals, these pumps provides consistent flow rate which is critical in dosing operations.
Food and Beverage Production
These pumps undergo stringent sanitary validation with FDA materials and EHEDG certifications. Their gentle product handling capabilities for sensitive food products like sauces, fruit concentrates, dairy and others is crucial for maintaining product integrity. Designed as quick-clean devices, they also streamline the efficiency of these processes, reducing overall downtime.
Wastewater Treatment
These pumps efficiently deal with thin and thick media in wastewater applications. Sludge transfer and dewatering processes are covered by the self-priming feature and the ability to run dry for short periods. The pumps’ sturdy structure is ideal for the rough materials typical in wastewater streams.
Oil and Gas Sector
These pumps are API 676 compliant and have an essential function in pertaining to oil and gas. They manage a range of hydrocarbon products and show dependable functionality even when in extreme pressure situations. The ATEX certification permits safe use in areas where explosion hazards exist.
Pharmaceutical Manufacturing
In the manufacturing of pharmaceuticals, these pumps provide the exact flow measurement as well as ensuring accuracy in the final product. Advanced sealing components effectively safeguard against contamination, and the internal surfaces are smooth to mitigate damage to the product. These pumps are perfect for delicate pharmaceutical mixtures due to their capability to manage shear-sensitive materials.
💡 Key Takeaway:
Boerger rotary lobe pumps stand out for their versatility in varying industries, from chemical processing to pharmaceutical manufacturing, proving their dependability and functionality regardless of industry’s demands.
Compliance and Safety Standards
Industry Standards and Certifications
Boerger rotary lobe pumps have achieved several standards and certifications in the industrial spher such as API 676 for positive displacement pumps and API 682 for mechanical seals, which they fully satisfy. These guarantees provide considerable trust across various industrial settings. These pumps also meet the NACE 0175 + 0103 materials requirements, which makes them appropriate for use in corrosive environments.
ATEX Compliance
The pumps comply with the European ATEX (2014/34/EU) directives concerning devices that may be utilized in explosive conditions. This certification encompasses stationary, mobile, and submerged pump units with an inherent hazard operational design focus pump s for hazardous locations. rugged settings. These design features include non-energized protective devices and a non-sparking material enclosure.
Food Industry Regulations
In the case of food processing, Boerger pumps also comply with high prerequisites like EC No. 1935/2004 along with the FDA’s regulation §177.2600. In addition, Boerger has obtained the UK WRAS Approval, further reinforcing the pumps’ capability in food-grade services. Safe construction with food stuff eliminates the danger of contamination.
Environmental Protection
The pumps are compliant with the standard on VDI 2440 concerning the rate of leakage for harmful media, which shows commitment towards protecting the environment. State of the art sealing systems, together with monitoring devices for air hygiene maintenance, assist in controlling the emission of harmful substances into the environment.
💡 Key Takeaway:
From hazardous surroundings recognized with ATEX certifications to food-grade certifications, Boerger rotary lobe pumps are safe compliant both in operation and functionality across multiple industries.
Installation and Configuration Options
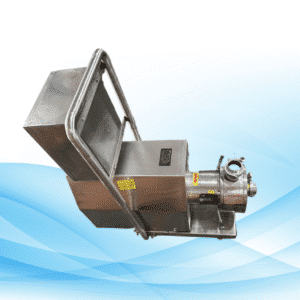
The pumps offer developers with an exceptional freedom concerning the configuration scope so long that the requirements of various industries are adhered to. The pump’s construction permits to freely mounting them in several distinct position and angle to serve distinct purposes.
Base Frame Mounting
The default installation centers on a sturdy base frame, which guarantees structural integrity and facilitates easy integration into pre-existing systems. This configuration also provided unobstructed maintenance access and simple connection to multiple drive system interfaces.
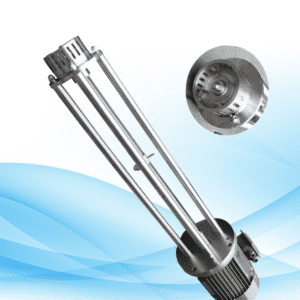
Vertical Installation
Vertical mounting is especially useful for constrained areas that require floor space optimization. The pump can be installed at 90-degree angles while still being fully functional, thus achieving significant space reduction.
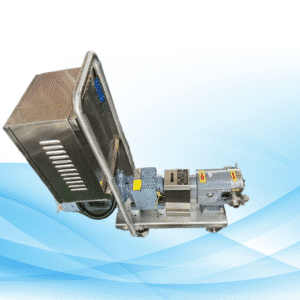
Mobile Solutions
Boerger pumps can be outfitted with specialized mounting frames and quick-seal fittings for faster mobile application configurations. This allows effortless transportation as well as rapid set-up in varied locations.
Submersible Options
For submerged applications, the pumps can be specially tailored with seals and adequate protective measures. This ensures that performance remains effective while submerged.
Drive System Integration
There are several drive options versatile with the pumps, including electric motors, hydraulic drives, and PTO drives. Each configuration allows effortless transmission of power and operational efficiency during use.
💡 Key Takeaway:
Various installation configurations, such as base frame, vertical, mobile, and submerged are supported along with flexible drive system integration making Boerger rotary lobe pumps suited for versatile industrial applications.
Maintenance and Service Features
Quick Maintenance with MIP® System
The modern industrial relational frameworks (IRFs) maintenance in place (MIP) system is a unique and innovative approach to pump maintenance. The MIP® system allows for the replacement of wear parts without taking off pipes and drive systems, leading to the replacement done with minimal disassembly. This feature reduces operational downtime drastically, enhancing the industrial productivity with minimized maintenance costs and a broader efficient cost sequence.
Simplified Access Design
The easy access pump maintenance is made efficient with the cantilevered carrier construction feature. All parts are made accessible through a cover that is easy to remove, even the wear parts. This removes the arduous disassembly work that hinders maintenance works and repairs prolonged, posing a further risk on the company’s reliable seeks and services.
Preventive Care Solutions
With the implementation of monitoring programs, regular preventive maintenance is now tailored to the pump. The exercised system features low abnormal outage scenarios due to condition monitoring capabilities to assess and track any arising problems prior to reaching the critical point.
Service Documentation
In smooth transition owing to the tracking away of service redundancies like modern industrial relational frameworks gap servicing, it is easier to maintain documentation. Having ready papers for all activities enables the facility to maintain the standards of governance level, regulation and compliance while optimizing the maintenance timelines.
💡 Key Takeaway:
Boerger’s rotary lobe pumps housed exceptionally pioneered systems like the MIP and allied opened a notice feature that supports all round spending not having to spending too much time to check the accessibility to covered components with the advanced intellectual of innovation.
Conclusion
Once again, Boerger Rotary Lobe Pumps are unparalleled when it comes to their versatility and reliability across several industries. They offer exceptional self-priming flow rates and fluid handling technology. Boerger also delivers high-efficiency industrial fluid solutions by synchronizing rotor pairs, quick-release covers, and advanced features. Whether it’s food processing or petrochemical operations, these industries can benefit from precise fluid handling systems and grade pumps that are durable with low-maintenance requirements. Become a maintenance maravich with pumps that redefine industrial operations for unparalleled efficiency and reliability. Get in touch with our professionals today to discover the operational productivity that can be achieved with tailored solutions from Boerger Rotary Lobe Pumps. He can customize them to suit your goals and help streamline your operations. Resistance is futile because precision fluid handling is here, and we stand as the most trusted partner for your critical fluid handling needs.
FAQs
What is the typical lifespan of a Boerger Rotary Lobe Pump?
With proper maintenance and under Boerger’s recommended operating conditions, the lifespan of the Rotary Lobe Pumps is between 15-20 years. However, the lifespan is directly impacted by the operational environment, maintenance practices, and the number and type of media being pumped. Following maintenance schedules and replacing worn accessories on time can further increase reliability of the pump.
How energy-efficient are Boerger Rotary Lobe Pumps compared to other industrial pumps?
Mechanical efficiency rates for Boerger Rotary Lobe Pumps achieve the ranges of 70-80%. Their distinct design of rotor pair synchronizations and optimization of flow paths result in reduced energy expenditure. Additionally, the ability to control operational speed provides further energy efficiency opportunities specific to the application being served.
Can Boerger Rotary Lobe Pumps handle abrasive materials?
Certainly, these pumps were designed with the intention to manage abrasive materials without losing effectiveness. The Pumps are designed with hardened materials and protective coatings. In addition, these components that aid in handling abrasive media are equipped with MIP (Maintenance in place) which allow for fast replacement of worn parts.
What safety certifications do Boerger Rotary Lobe Pumps have?
International safety standards, such as European ATEX and American Petroleum Institute, are adhered to by Boerger Rotary Lobe Pumps. They have certifications for use in potentially explosive atmospheres and boast high quality standards for petrochemical industry applications.