In the realm of chocolate production, efficiency, safety, hygiene, and consistency requires to be greatly addressed. A key resource in achieving these goals is the chocolate transfer pump. An advancement in this technology guarantees smooth transportation of chocolate through production lines and boosting overall productivity. In this article, we’ll look at the different kinds of these pumps and their maintenance considerations, as well as the benefits offered by them, focusing on increasing the visibility of chocolate transfer pumps in search engines.
Significance of Chocolate Transfer Pump for the Industry Use

In every modern chocolate factory around the world, transferring molten chocolate enabled with proper tracking control systems is among the most pivotal processes. Chocolate is moved around like any other fluid and packed into vessels of chocolate in bulk, be it bars, truffles, or coatings, the pump keeps temperature and flow of the chocolate on demand. A proper system within the factory avoids unnecessary delays, contamination and produce a higher quality uniform products.
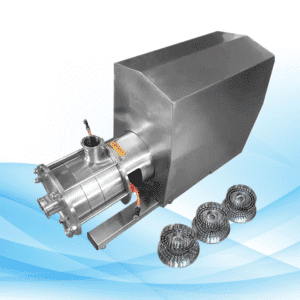
The chocolate transfer pump is one of the most innovative advancements in the industry that allow for the overcoming of issues posed by other pumps in the market. By adopting the rotary gear concept, it allows for incorporation of air while using a curtain partition, which guarantees a steady temperature and meets the custom demands of chocolate production.
The Importance of Smooth Chocolate Flow
The transfer of molten chocolate during production is crucial because chocolate is prone to clumping and crystallization if not handled correctly. A poorly designed transfer system can introduce air bubbles or cool the chocolate too early resulting defects in the final product. With a properly designed chocolate transfer pump, the flow, temperature and viscosity of the chocolate can be maintained throughout the production process.
Key Features of a Chocolate Transfer Pump
1. Gentle and Smooth Chocolate Flow
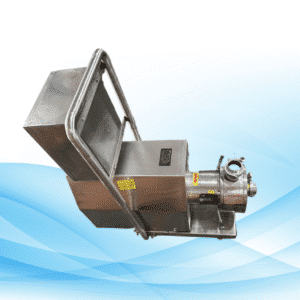
A high-grade chocolate transfer pump is fitted with specialized rotor systems that ensure a steady flow of molten chocolate. Controlled pressure systems block air from mixing with the chocolate, which maintains a gentle and even flow during the entire transfer process.
2. Temperature Control
Chocolate is temperature sensitive, which requires it to be kept within certain limits for optimal production quality. Many chocolate transfer pumps come with heating elements or jackets that allow chocolate to be pumped in a desire temperature range. They assist in preventing cooling and thickening of the chocolate and hence increase efficiency of production.
3. Sanitation and Maintenance
Pumps manufactured for food use in chocolate transfer systems are easy to dismantle and clean with no challenges. This is very important to make sure that the chocolate system does not contain contaminants. A clean pump is easier to maintain, meaning production can be more efficient.
4. Strength and Dependability
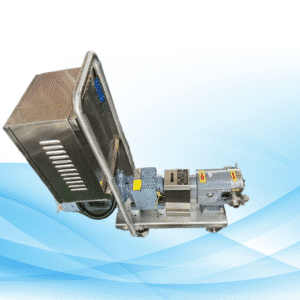
Chocolate transfer pumps are subjected to the demanding environment present within chocolate production facilities. This encompasses high temperatures, pressure, and liquid chocolate viscosity. Choosing a strong and dependable pump means less downtimes and better efficiency over time.
Classification of Chocolate Transfer Pumps
Choosing the right type of chocolate transfer pumps is quite a tedious job, for which helps a lot to understand how different apparatus work. Here are some common types used in the industry:
1. Positive Displacement Pumps
The most common form of chocolate transfer is through the use of positive displacement pumps. These pumps work by capturing an exact volume of chocolate within a chamber and then transferring it through the system. Its best advantage is that it has positive displacement flow which works with high viscosity of molten chocolate.
2. Centrifugal Pumps
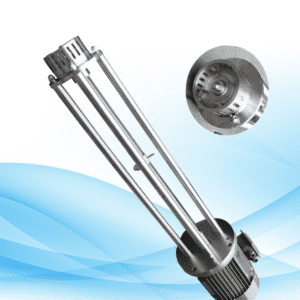
In centrifugal pumps, a rotating impeller first generates kinetic energy, following which it pushes the chocolate through the system. Theres no denying centrifugal pumps are designed to accommodate lower viscosity liquids, but there are models designed to work with the thicker chocolate. Their main advantage is that they are very convenient for large-scale operations.
3. Peristaltic Pumps
These can also be described as roller pumps, because they work by rolling the chocolate inside flexible tubes. These are very useful when the process requires high precision, which works well for delicate processes, therefore, they are mainly optimised for small-scale operations.
Advantages of Using a Chocolate Transfer Pump
1. Increased Efficiency
Employing a chocolate transfer pump in the system accelerates productivity as it automates the process of transporting chocolate from one workstation to the next. By streamlining the process, there is less need for manual effort which increases productivity and decreases human error.
2. Reduced Waste
The pump was designed to ensure that chocolate is optimally used without wastage. Because the pump can be calibrated to specific limits, you are much less likely to have surplus chocolate residue left in the pipes or equipment vessels after a production run.
3. Enhanced Product Consistency
Pumps that move chocolate are able to preserve the quality of the chocolate product by eliminating air bubbles. That is why, regardless if it is a chocolate bar, coating or any other product, the end product is of superior quality.
4. Improved Hygiene and Safety
Cleanliness is of utmost importance when dealing with food production. Chocolate transfer pumps manufactured with hygienic standards in mind will eliminate cross-contamination and enhance cleanliness throughout the production line. Also, the ease at which these pumps are cleaned means lowered risk of bacterial contamination making everything safer.
Exploring What to Look Out for When Selecting a Chocolate Transfer Pump
1. The Actual Size of the Production Pump
The capacity and size of the chocolate transfer pump Read more about theworking in a factory is regarded as suite, where the size suite determine the height of the pump used. Compact pumps are suitable for small scale operations while large factories, on the other hand, will need high capacity models that are able to handle large volumes of chocolate efficiently.
2. Flow Rate of the Pumped Chocolate
Considerations should be made on how the pump you intend to spend your resources on will integrate with flow rate, temperature control options and ease of cleaning more importantly consider whether it is compatible with the tempering machines and cooling tunnels to other equipment in idle mode.
3. Tempering Machines and Cooling Tunnels Compatibility
Pumps need more frequent maintenance than other models. While servicing the pumps remember to keep in mind how easy the chocolate transfer pump Read more about the is. Cleaner moving parts tend to require less servicing or maintenance making them more durable.
4. Siphoning Pump Construction Material
The pump material, as stated, has to be food grade the reason for which, stems from the fact that this pump will routinely be coming into contact with food products. It is made out stainless steel because of its high readiness, corrosion resistance, and ease of cleaning.
Maintenance Recommendations for a Chocolate Transfer Pump
Effective maintenance increases the efficacy of your chocolate transfer pump, lowering the chances of breakdowns or subpar performance. There are a few methods that can help keep your pump in good shape:
1. Maintaining Sanitary Conditions
Ensure that the pump is cleaned adequately following every production run to avoid a residue of chocolate being left inside. Buildup can often lead to the instruments getting clogged or contaminated, so cleaning them is crucial. For seamless cleaning, most pumps can be taken apart.
2. Check for Damage
Look for signs of damage, particularly around the seals, gaskets and moving components. Both the effectiveness and the reliability of the pump can be affected greatly by the deterioration of certain components over time. Parts can also be replaced before they start malfunctioning, helping avoid costly downtimes.
3. Ensure Proper Heating Capabilities
Always make sure that the temperature settings are consistent and accurately set throughout the entirety of the production process. Gears overheating will lead to chocolate losing its consistency, on the other hand low temperatures stand the risk of solidifying too soon.
Conclusion
A chocolate transfer pump is an important machine in a chocolate producing company. The high efficiency and reliability of these pumps significantly improves productivity and reduces waste while ensuring a high quality product. Remember to consider your production volume and goals when selecting a pump- whether it be a positive displacement, centrifugal, or peristaltic.
Regular cleaning and inspection of the pump WILL reduce costly downtime while keeping the operations running smoothly. After all, an optimized production chocolate transfer system makes sure that the line is always clean and efficient to achieve great production results.
Frequently Asked Questions (FAQs)
1. What is a chocolate transfer pump used for?
A chocolate transfer pump is used specifically for chocolate to transport it from one production site to another without changing it’s form or temperature.
2. What types of chocolate transfer pumps are available?
Some of the common types of chocolate transfer pumps are positive displacement pumps, centrifugal pumps, and peristaltic pumps. Each type serves a different production purpose.
3. What is the method for maintaining a chocolate transfer pump?
A chocolate transfer pump works better when you periodically clean it, inspect it for signs of excessive wear, and check that the temperature settings are appropriate.
4. Is there a size limit to the amount of chocolate a chocolate transfer pump can process?
In fact, yes, there is no limit. Chocolate transfer pumps come in a variety of sizes with some designed specifically for large scale production.
5. Are chocolate transfer pumps as hygienic as the other equipment?
Most chocolate transfer pumps are constructed for easy cleaning, thus minimizing the risk of contamination or the advancement of unsanitary conditions.