Rotary lobe pumps are becoming more popular in fluid handling because of their efficiency and versatility. They have strong construction and can process different viscosities, which is why they are used in various sectors like food processing, oil & gas, pharmaceuticals or wastewater treatment plants. These devices are capable of transferring liquids efficiently while dealing even with highly viscous substances such as creams or sauces without changing the texture or damaging delicate food products being pumped through them thus making them unique among other types of pumps available on the market today. Their outstanding performance coupled with one-of-a-kind features offer many benefits for users thereby positioning rotary lobe pumps as advanced positive displacement technologies.

What Are Rotary Lobe Pumps?
Definition and Basic Principles
A rotary lobe pump is a type of positive displacement pump that uses rotating lobes to move fluid within a casing. The two lobes rotate on parallel shafts and create sealed cavities which trap then transport fluids.
Positive Displacement Mechanism
This type of pump relies on its positive displacement mechanism for consistent flow rates at all times. When it’s operating, cavities are formed by the space between rotating lobes. Fluid gets sucked into these spaces during rotation from inlet side towards outlet side hence maintaining continuous movement until discharged from the system. As a result, this feature makes them suitable for handling liquids having different viscosities while still delivering constant volume flow rate.
Main Characteristics
Some important features of rotary lobe pumps include:
- Versatility: Can be used in wide range applications such as food industry or municipal waste water treatment plants.
- Gentle Handling: They handle delicate materials without causing any damage to them whatsoever.
- Efficiency: Move liquid rapidly with high levels of efficiency.
- Self Priming Capability: Able to create vacuum at suction end so that it primes itself automatically without external assistance like foot valves etcetera.
Historical Background
Evolution of Rotary Lobe Pumps
Development history started when people required efficient ways of dealing with fluids. The main focus during early days was how best positive displacement mechanism could be improved upon. This led to several changes which were made over time aimed at enhancing performance and reliability among other aspects.
Notable Innovations Throughout History
These are a few notable innovations that happened in this field:
- Different Materials Used: Lobes (pump parts responsible for creating compartments) and casings are now manufactured from diverse materials so as to cope with various chemicals handled or working conditions encountered.
- Ideal Designs Adopted: Single, double, triple lobe configurations were introduced depending on what kind of liquid is being transferred thus making it possible optimize fluid dynamics within these devices.
- Advanced Technology Incorporated: Gear transmissions have been upgraded to ensure rotors move together without jamming along shafts etcetera.
What Are The Components Of Rotary Lobe Pumps?
Main Parts
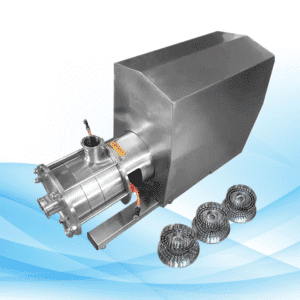
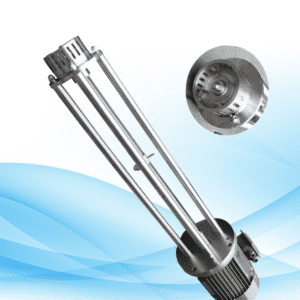
Lobes
Rotating lobes serve as the main moving component in a rotary lobe pump. These parts rotate around parallel shafts thereby generating sealed spaces which trap then convey fluid. They are designed to facilitate smooth flow pattern through them by creating compartments which optimize efficiency for different applications using single, double or triple sets of lobes.
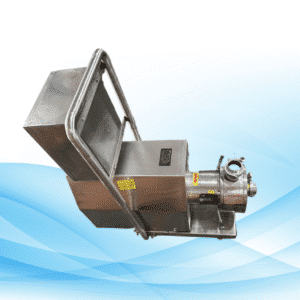
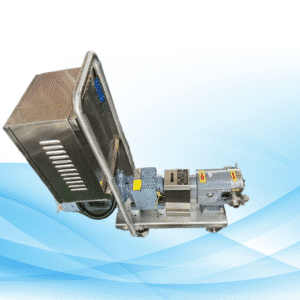
Pump Casing
It is the part where rotating lobes are housed and ensures proper sealing of process media inside while pumping it outwards too. Manufacturers usually utilize stainless steel AISI 316L material due to its corrosion resistance properties since many liquids can be aggressive towards metals exposed within such devices. Strong construction guarantees that they can survive under unfavorable environments where some may fail to operate properly because their structures become weak easily affected by external factors like temperature variations, moisture presence etcetera.
Shaft & Bearings
- Carbon Iron: Suitable for applications with high pressure.
- Bronze: Used in certain applications where good wear resistance is required.
- Aluminum Alloy: Light-weight and resistant to corrosion.
- Fluorine Lining: Offers chemical resistance when dealing with aggressive fluids.
Selection of Materials According to Use
The appropriate material is selected depending on the properties of the fluid. Some factors include:
- Chemical composition – it should be compatible with the fluid so as not to corrode.
- Temperature – determines if it can withstand operational conditions or not.
- Viscosity – affects efficiency of pump and wears out materials used in making them faster or slower depending on how thick they are.
- Specific gravity – directly proportional to pump capacity but inversely related to materials chosen for construction.
Manufacturers must consider these things carefully in order for rotary lobe pumps to work efficiently and reliably under their intended purpose.
Working Principles of Rotary Lobe Pumps
How They Work
Process of Fluid Movement
Fluid movement process in rotary lobe pumps is unique. This involves rotating lobes around parallel shafts inside a casing. As lobes spin, sealed cavities are created which entrap liquids then move them from inlet towards outlet. Such arrangement ensures that there is an even rate flow throughout. Positive displacement allows these machines perform well even when dealing with fluids having dissimilar viscosities.
Roles Played by Lobes during Pumping Action
Pumping action within any given rotary lobe pump heavily relies upon shape and positioning of respective lobes involved at that time during operation. The design aims at promoting smooth passage for liquid media through different parts while reducing inefficiencies caused by frictional forces or other forms mechanical resistances like backflow etcetera. Single, double or triple configurations may be adopted depending on requirements specific applications being served by each type Single ones are more general purpose than double which can handle delicate liquids also those with high viscosities without causing damage whereas triple handles very thick fluids well but may not tolerate solids getting into them.
Types of Rotary Lobe Pumps

Single Lobe
These have one lobe per rotor. They are used for general fluid transfer duties. The simplicity of their design ensures that they operate reliably and can be maintained easily. Single lobe units handle various kinds of liquids including those having low to medium viscosity levels . They find applications in industries such as chemical processing or sewage treatment plants among others.
Double Lobe
Each rotor has two lobes. This arrangement allows for smoother flow rates while increasing efficiency especially when dealing with more viscous materials These types also reduce chances of spoiling fragile products during pumping operations hence making them suitable for use in pharmaceuticals where gentle handling is required Food processing industry benefits from double lobes which help prevent damage creams sauces etcetera that might occur if single were used alone.
Triple Lobe
A triple set up has three lobes per rotor. Such configuration offers maximum smoothness at higher levels than any other type available within this category Triplets are able to process thicker substances since they minimize shearing effect thus preserving integrity sensitive components Biopharmaceutical manufacturing industry often employs trios due precision nature involved these pumps ensure quality control over pumped media throughout production stages .
Pros and Cons Associated with Rotary Lobe Pumps
Merits
High Efficiency
Rotary lobe pumps provide a highly efficient means of transferring fluids from one point to another Positive displacement ensures continuous flow rate which remains constant regardless changes encountered along way therefore it can be applied in various sectors without compromising on speed or effectiveness irrespective different viscosities
Soft Handling of Liquids
Tender handling is what rotary lobe pumps are good at. To minimize shear, which could damage sensitive products the design is made such that it creates little or no shear. Among other industries, this gentle treatment is particularly useful in food and beverage processing where sauces and creams can be moved without changing their texture by these kinds of pumps.
Applications Flexibility
Rotary Lobe Pumps have many uses in different industries because they’re versatile enough to handle various types of fluids with or without solid particles suspended in them as slurries too; moreover their self-priming ability makes them ideal for use under different environmental conditions. They’re used widely across sectors such as pharmaceuticals manufacturing plants; waste water treatment facilities among others like chemical processing units.
Drawbacks
Initial Cost
When buying a rotary lobe pump one should be prepared to spend more money as compared to other pumps available in the market. This is due to its advanced design and materials used during manufacturing process which results into high prices charged for these devices initially but with time people realize benefits associated with such investments thus justifying their costs eventually since they end up saving lots of cash over long run period especially when dealing with large quantities frequently pumped through systems where speed matters most – hence making decision based on total cost ownership analysis important prior purchasing any given machine like this one here.
Maintenance Requirements:
To ensure that the pump functions at optimum levels there has to be regular servicing done on it otherwise if not taken care off then its efficiency might decrease greatly hence leading to poor performance altogether even though some parts may need replacement during this process though still necessary so as prolong life span of this equipment but unfortunately all these activities will attract additional operational expenses therefore prospective buyers must take note about frequency maintenance required before settling down for rotary lobe pump since depending on usage rates plus type fluids handled by specific system variations could occur significantly from case-to-case basis.
Application Areas For Rotary Lobe Pumps
Industrial Uses
Food & Beverage Industry:
For the proper handling of fluids in food and beverage manufacturing industry, rotary lobe pumps are commonly used. These types of pumps have ability to transfer thick liquids such as sauce or syrup without changing their texture. Additionally, this kind of a pump ensures gentle treatment which is necessary if you want delicate foodstuffs to remain intact during pumping process. Besides they meet required hygiene standards hence applicable where there’s need for sanitation while carrying out different tasks related with these sectors since it can handle various viscosities too.
Pharmaceuticals Industry:
There’s need to maintain integrity when dealing with drugs thus making pharmaceutical sector one most sensitive areas in terms handling them carefully; hence it requires devices like rotary lobe pump that can provide gentle care required for such products. With shear-sensitive materials being transferred by these machines without causing any degradation even high-viscosity fluids can also get moved from place A to B using them because precision level exhibited by each makes ideal tool during this activity especially when transferring APIs among other critical components used for drug manufacture so as achieve reliable results always even under severe operating conditions besides maintaining uniform flow rate essential accurate dosing and mixing which involves various stages within production lines used widely across various sectors due its reliability.
Other Applications
Waste Water Treatment:
In wastewater treatment plants where sludge has be handled frequently then rotary lobe pumps will come into play heavily here since they’re designed specifically towards efficient management such environments whereby different types viscous materials including slurries may need be pumped through pipes; moreover positive displacement nature ensures steady flow rate necessary effective control over these liquids thus making them best suited for use under specific circumstances encountered during management of sewage systems or industrial effluent discharge points but not only that even those general domestic settings could still benefit greatly from having such a device installed at home because sometimes improper disposal practices end up causing blockages within drainage networks leading potential environmental hazards.
Chemical Processing:
Efficiency is key when dealing with chemicals hence why most chemical industries rely on rotary lobe pumps which can handle wide range of them including those corrosive in nature; besides this selection should also consider type used as different types have unique compatibility requirements towards various properties exhibited by materials being transported thus preventing corrosion due to reactive substances involved or wear caused by abrasive compounds present within solution being conveyed; furthermore maintaining steady flow rate aids accurate dosing and mixing processes since some reactions may only occur at specific concentrations therefore without these features it becomes impossible achieve desired outcome from such situations also ability deal different viscosities makes indispensable tool during various stages within chemical processing system
Fluid handling can benefit a lot from rotary lobe pumps. They are good at dealing with liquids of low viscosity as well as those that have high viscosity because this allows them to maintain steady rates of flow. This simplicity in design makes it very easy to use them on different applications without worrying about reliability or maintenance issues; you can simply rely on the fact that they will work fine. These pumps are also known for their efficiency and versatility which is why many industries have embraced them like food processing plants, chemical factories etcetera where they come in handy during wastewater treatment processes too. For any liquid transfer need, these machines offer unique capabilities and durability unmatched by other types – it’s therefore not surprising that most people consider rotary lobe pumping systems as priceless solutions when it comes to fluids management.