Lobe pump design is a crucial subject for industries that need effective, clean, and reliable ways of transferring fluids. These types of pumps are commonly used in the food processing, pharmaceutical manufacturing, and chemical industries because they can handle heavy viscous liquids, solids, and shear-sensitive materials with ease. In this blog post, we shall look closely at lobe pump design: its main features or components; how it works; where it can be applied, and the benefits provided by this kind of design in different applications.
What is Lobe Pump Design?
Lobe pumps are a type of positive displacement pump that makes use of rotating lobes to move fluids through the chamber. This design has intermeshing between two or more rotating lobes that rotate in opposite directions, thereby creating a series of cavities that trap and then transfer fluid. Lobe pumps have less contact between their internals than any other type; hence they do not wear out quickly, thus gently handling products.
Components Of Lobe Pump Design
For a lobe pump to work effectively, there are several key components that must be considered during its construction process, which include:
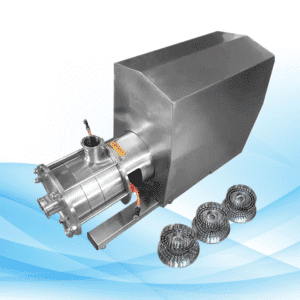
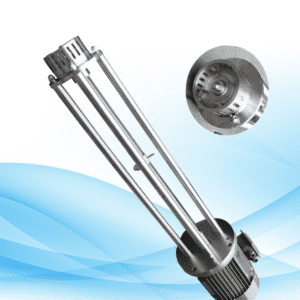
- Rotors (Lobes): These are the most important parts as far as designing this type of equipment is concerned; they could be bi-lobe, tri-lobe, or multi-lobed shaped depending on specific needs. The flow rate & efficiency may also depend on the number and shape, among other factors. Generally, those having more provide smooth delivery with good solids handling capability.
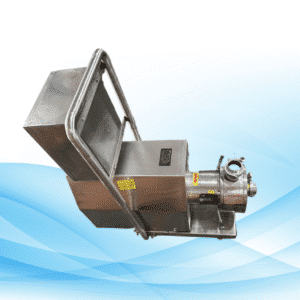
- Pump Housing: This encloses rotors forming a pumping chamber; designed to withstand high pressures while ensuring a tight seal so no leakage occurs.
- Shafts And Bearings: Rotor mounted onto a shaft supported by bearings – these elements help maintain alignment & smooth running of the unit throughout the operation period.
- Seals And Gaskets: High-quality seals/gaskets should always be installed on the lube system to prevent contamination from taking place. The material used for making them should match the fluid being pumped, too.
- Timing Gears: In contrast with gear pumps where gears do come into contact with each other, lobes in a lobe pump never touch at any point. Timing gears are responsible for ensuring that these lobes rotate synchronously without one touching another, hence no damage is caused due to a part being forced against its will.
Working Principle Of Lobe Pump Design
The principle behind the operation of such units may seem simple, but it’s worth noting that they are highly efficient, too. When rotors (lobes) move, they create bigger cavities on the suction side, thereby allowing entry of liquid inside the chamber. Then, as soon as rotation continues, fluid gets sandwiched between the housing & lobes, which carries around the outer periphery towards the discharge side where sizes decrease, forcing the content out.
What distinguishes this particular design from others is its ability to handle a wide range of viscosities; from very low viscosity liquids up to extremely high pasty substances. Also, non-contacting does not subject pumped material to excessive shearing action, making them suitable for transferring shear-sensitive materials like foodstuffs, gels, or creams.
Versatility:
Lobe pumps are versatile for different industrial uses because they can handle a wide range of fluid viscosities as well as solid content. Even so, they do not spoil particulate-heavy substances during pumping.
Low Pulsation:
When it comes to precise fluid handling, what is needed most is an even flow below or at minimum pulse level, which lobe pumps provide.
Durability and Reliability:
The use of robust materials in construction together with non-contact lobes reduces tear & wear, thereby making them last longer than any other type; this translates into low maintenance cost too.
Energy Efficiency:
Designed carefully to operate effectively, thus consuming less power compared to alternative pump types, hence environmentally friendly for many industries.
Designs for Lobe Pump
Lobe pumps are widely found in various fields due to their flexibility in terms of hygiene and versatility. They include, but are not limited to:

- Food and Beverage: Such industries use them mostly when transferring sauces, syrups, yogurts, among other viscous food products.
- Pharmaceuticals: Most creams, gels, etc., produced here need lobe pumps during the manufacturing process.
- Chemicals Industry: They are ideal while moving different types of chemicals, including abrasive ones.
- Cosmetics Sector: Lotion creation requires such machines alongside cream manufacture, among others like personal care items production line setups where they can be utilized effectively.
Conclusion
The design behind this equipment shows how simple yet efficient and adaptable it can be at the same time. Its ability to work with fluids that have wide ranges of characteristics while ensuring cleanliness all through, plus giving consistent results, makes it a valuable tooling device across many industrial processes. Therefore, if your business deals mainly with food processing establishments or pharmaceutical factories, understanding how these devices function will help you make decisions on which one suits best each operation carried out there involving transfer fluids reliability required being high priority.
This article about lobe pump design tries hard to hit upon key areas, since these are the reasons why they have found so much favor in different industries. If you want to incorporate them into your system, ensure that the selected design meets specific application needs.